Spray 溶射について
- 大型の製品なので、量産対応できるめっき槽を持つメーカーがなかなか見つからない。
- めっきができない湿度に弱い基材に機能を付与したい。
- 現在の表面処理では、耐久性が不足していると感じる。

こうした課題は「溶射」で
解決することができます。
溶射とは
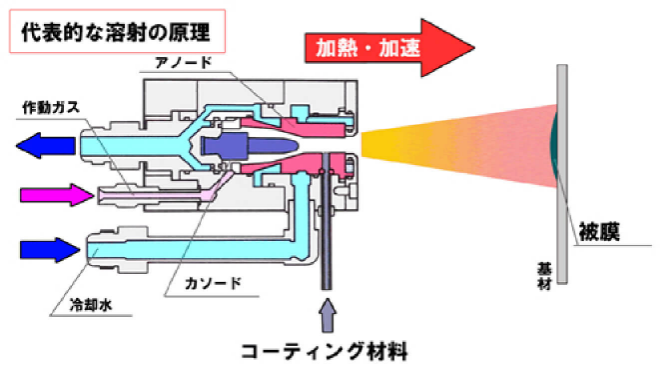
■高付加価値を生み出す重要な表面処理技術
「溶射」は、セラミックス・金属・サーメットなどのコーティング材料を加熱し、溶融ないし半溶融の微粒子の状態で、基材表面に高速度で衝突させることにより、被膜を形成する技術です。 材料は基材に衝突することで、扁平につぶれ、急速に凝固・堆積されていくことで被膜を形成していきます。 溶射粒子の寸法は基材の寸法に対して極めて小さいため、溶射粒子の温度は基材に衝突した瞬間、基材側に急速に吸収されます。 そのため、基材温度の上昇は最小限に抑えることが可能です。
溶射にも様々な方式があり、使用する材料や熱源の種類等により分類されています。 現在の溶射は、単なる耐摩耗・耐腐食・電気絶縁他の機能を基材表面に付与するに留まらず、基材表面に複数の様々な機能を持たせることにより、高付加価値を生み出す重要な表面処理技術となってきています。
溶射とその他表面処理の違い
■溶射は他の表面処理と比べ成膜の品質が高い
溶射はドライ環境での処理ですので素材を選ばない強みがあります。また溶射は多様な金属、セラミック(酸化物や炭化物など)から成膜材料を選ぶことができます。 溶射には様々な方式があり、使用する材料や熱源の種類により分類されています。 現在の溶射は、単なる耐摩耗・耐腐食・電気絶縁等の機能をそれぞれ機材表面に付与するだけに留まらず、機能を複合させることにより、より高付加価値を生み出す重要な表面処理技術となっています。
メッキ槽での処理は溶液に不純物が混入することがあり、また作業開始と終了時では溶液の濃度が変化していきますのでそれが原因となって成膜が安定せず、期待していた皮膜が得られないことがあります。 そのほか、製品の素材によっては湿式の処理が行なえないものもあります。
■皮膜の組成において、金属、セラミックス、ポリエステルなど多くの選択肢がある
数ミクロン単位の膜厚制御は苦手ですので精密な寸法にするためには溶射後に研摩等の加工が必要です。
メッキ槽に入れる必要がないため、溶射そのものには施工対象の大きさに制限が無い。
成膜速度が速い。例として高速フレーム溶射では一時間に9.0kg、コールドスプレーでは一時間に20kg以上の施工が可能です。
ドライな施工方法のため湿度に弱い基材にも対応できます。
溶射皮膜は無欠陥ではありませんが、それ故に基材の変形にも追従できる皮膜も形成できます。
またポーラスな部分に封孔処理を施すことで高い耐電圧性能をもつこともできます。
プラズマ技研の各種溶射技術
■プラズマ溶射

セラミックをはじめ、多種多様の材料を大気プラズマ溶射でコーティングしています。
■機能 セラミック溶射による電気絶縁性、耐摩耗、サーマルバリア(遮熱)性。
金属溶射による導電性、面粗さの調整によるグリップ力向上。
■アーク溶射

金属のワイヤー材を溶射材料として吹き付けます。
橋梁の防錆などで使用されますが、弊社では炊飯器への磁性体や防錆材の溶射を行なっています。
■機能
防錆、防食、面粗さの調整
■高速フレーム溶射(HVOF)

結合強度の高いサーメットの被膜を形成するため過酷な条件環境で使用するケースに最適です。
■機能
耐摩耗性、耐腐食性
■デトネーション溶射

燃焼チャンバー内で酸素とガス化燃料を混合、圧縮、爆発させることで溶射材料を高速に飛翔させ緻密で密着力の強い皮膜を形成できます。
■機能
耐摩耗、グリップ力の向上
■コールドスプレー

他の溶射方法と違い、熱による材料の特性変化、皮膜中の酸化を最小限にすることが可能です。基材に衝突させて皮膜を形成する技術です。